แผ่นคอนกรีตแกนกลวงคืออะไร และเหตุใดจึงมีความสำคัญในการก่อสร้างสมัยใหม่
ก แผ่นพื้นคอนกรีตแกนกลวง เป็นองค์ประกอบคอนกรีตอัดแรงสำเร็จรูปที่มีช่องว่างตามยาว โดยทั่วไปจะเป็นทรงกลมหรือวงรี ทอดยาวตลอดความยาว ช่องว่างเหล่านี้ช่วยลดน้ำหนักโดยรวมของแผ่นพื้นได้มากถึง 40–50% เมื่อเทียบกับแผ่นพื้นคอนกรีตตันที่มีขนาดเท่ากัน ในขณะที่ยังคงรักษาประสิทธิภาพทางโครงสร้างที่ดีเยี่ยมในการต้านทานการดัดงอ แรงเฉือน และทนไฟ การผสมผสานนี้ทำให้แผ่นพื้นแกนกลวงเป็นหนึ่งในระบบพื้นที่ใช้กันอย่างแพร่หลายในอาคารพาณิชย์ บล็อกที่พักอาศัยหลายชั้น ที่จอดรถ คลังสินค้าอุตสาหกรรม และโครงการโครงสร้างพื้นฐานทั่วโลก
ข้อสรุปหลักนั้นตรงไปตรงมา: แผ่นคอนกรีตแกนกลวงมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่เหนือกว่า ความเร็วในการติดตั้งที่รวดเร็ว และลดการใช้วัสดุ เมื่อผลิตในโรงงานพรีคาสท์ที่ทันสมัย — ซึ่งมีแบบหล่อที่มีความแม่นยำ แม่เหล็กชัตเตอร์ และเตียงหล่อแบบอัตโนมัติจะกำหนดคุณภาพการผลิต - แผ่นคอนกรีตเหล่านี้ตอบสนองความคลาดเคลื่อนของขนาดที่จำกัดและข้อกำหนดทางโครงสร้างที่มีความต้องการอย่างสม่ำเสมอ การทำความเข้าใจวิธีการผลิต จัดการ และติดตั้งเป็นสิ่งสำคัญสำหรับวิศวกร ผู้รับเหมา และผู้เชี่ยวชาญด้านการจัดซื้อที่กำลังมองหาโซลูชันการปูพื้นประสิทธิภาพสูงและคุ้มต้นทุน
วิธีการผลิตแผ่นคอนกรีตแกนกลวง
การผลิตแผ่นพื้นคอนกรีตแกนกลวงเกิดขึ้นเกือบเฉพาะในโรงงานคอนกรีตสำเร็จรูป โดยใช้วิธีใดวิธีหนึ่งที่สำคัญ: กระบวนการอัดขึ้นรูป (แบบสลิป) หรือกระบวนการหล่อแบบเปียก แต่ละแนวทางมีผลกระทบเฉพาะต่อระบบแบบหล่อ โครงสร้างการเสริมแรง ผิวสำเร็จ และบทบาทของส่วนประกอบยึดด้วยแม่เหล็ก
วิธีการอัดขึ้นรูป
ในวิธีการอัดขึ้นรูป เตียงหล่อเส้นยาว — โดยทั่วไปจะมีความยาว 100 ม. ถึง 150 ม. — จะถูกแรงดึงล่วงหน้าด้วยเส้นเหล็กแรงดึงสูงก่อนที่จะวางคอนกรีต เครื่องอัดรีดเคลื่อนที่ไปตามเตียง บังคับให้คอนกรีตผสมแข็งและเป็นศูนย์รอบแมนเดรลที่ก่อตัวเป็นแกนกลวง เครื่องจักรจะเคลื่อนที่ด้วยความเร็วประมาณ 1–2 ม. ต่อนาที โดยเหลือแผ่นพื้นที่มีหน้าตัดสม่ำเสมอสม่ำเสมอ หลังจากการบ่มภายใต้ฝาครอบฉนวนหรือในสภาพแวดล้อมที่มีความร้อน แผ่นพื้นจะถูกเลื่อยเพชรตามความยาวที่ต้องการ
เนื่องจากเตียงหล่อนั้นทำหน้าที่เป็นแม่พิมพ์หลัก บทบาทของส่วนประกอบแบบหล่อแยกส่วนจึงมีจำกัด แต่รูปแบบด้านข้าง ตัวหยุดส่วนท้าย และเม็ดมีดแบบฝังยังคงถูกวางตำแหน่งโดยใช้ แม่เหล็กชัตเตอร์ เพื่อยึดส่วนประกอบเหล็กให้เข้าที่บนพื้นผิวโต๊ะหล่อแม่เหล็กโดยไม่ต้องเจาะหรือเชื่อม วิธีการยึดแบบไม่รุกล้ำนี้มีคุณค่าอย่างยิ่งในการผลิตแบบสายการผลิตยาว เนื่องจากช่วยลดความเสียหายที่เกิดกับเตียงเหล็กราคาแพง และช่วยให้สามารถจัดตำแหน่งใหม่ระหว่างรอบการผลิตได้อย่างรวดเร็ว
วิธีหล่อแบบเปียก
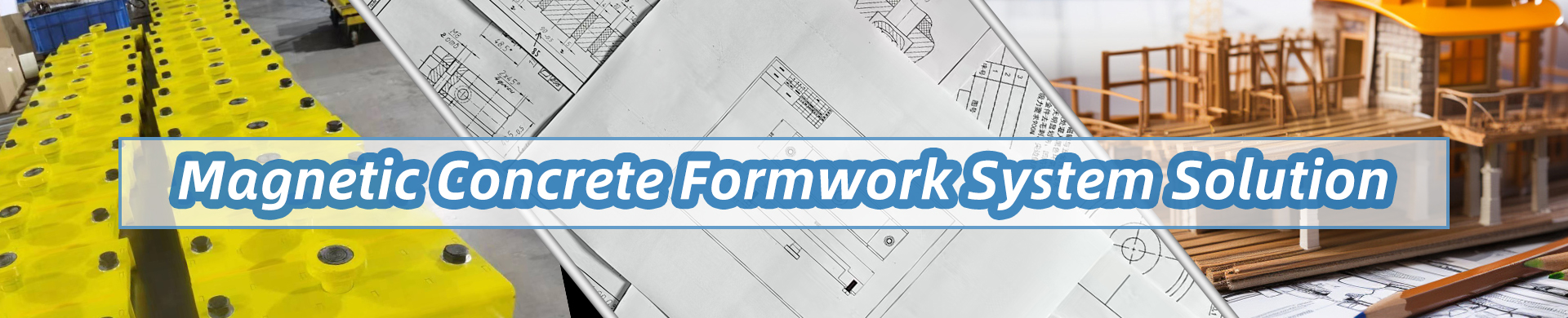
กระบวนการหล่อแบบเปียกใช้แม่พิมพ์เหล็กหรือระบบที่ใช้พาเลทซึ่งประกอบชิ้นส่วนแบบหล่อต่างๆ ที่นี่ แม่เหล็กชัตเตอร์ — หรือที่รู้จักกันในชื่อพุกแบบแม่เหล็กหรือกล่องแม่เหล็ก — มีบทบาทเป็นศูนย์กลางและมองเห็นได้ชัดเจน อุปกรณ์เหล่านี้วางอยู่บนพื้นผิวพาเลทเหล็กและดึงดูดด้วยแรงแม่เหล็กเพื่อยึดบานประตูหน้าต่างด้านข้าง สิ่งกีดขวาง ส่วนเสริม และกรงเสริมให้อยู่ในตำแหน่งที่แม่นยำระหว่างการเทคอนกรีตและการสั่นสะเทือน แรงยึดจับมีช่วงกว้างขึ้นอยู่กับการออกแบบแม่เหล็ก โดยมีหน่วยทั่วไปส่งมอบ 600 กก. 900 กก. 1,200 กก. หรือแม้แต่ 2,100 กก. ของแรงจับยึด เลือกตามน้ำหนักและแรงสั่นสะเทือนที่แบบหล่อต้องต้านทาน
ความสามารถในการเปลี่ยนตำแหน่งแม่เหล็กชัตเตอร์ภายในไม่กี่วินาที เพียงแค่เปลี่ยนคันโยกเปิดใช้งานเพื่อปล่อยสนามแม่เหล็ก ช่วยลดเวลาในการติดตั้งได้อย่างมากเมื่อเทียบกับพุกแบบสลักเกลียวหรือแบบเชื่อม ในโรงงานสำเร็จรูปที่ให้ผลผลิตสูงซึ่งผลิตแผ่นพื้นแกนกลวงบนระบบพาเลทแบบหมุนหรือแบบอยู่กับที่ ความเร็วนี้แปลโดยตรงเป็นรอบการผลิตที่มากขึ้นต่อกะและลดต้นทุนแรงงานต่อหน่วย
บทบาทของแม่เหล็กชัตเตอร์ในการผลิตแผ่นพื้นแกนกลวง
แม่เหล็กชัตเตอร์ เป็นอุปกรณ์ยึดที่ได้รับการออกแบบทางวิศวกรรมซึ่งใช้แม่เหล็กนีโอดิเมียมถาวรหรือเฟอร์ไรต์ที่หุ้มอยู่ในตัวเรือนเหล็ก เมื่อเปิดใช้งาน วงจรแม่เหล็กจะปิดผ่านพาเลทเหล็กหรือพื้นผิวโต๊ะ ทำให้เกิดแรงยึดอันทรงพลัง เมื่อปิดใช้งาน โดยการหมุนคันโยกเพื่อเคลื่อนแม่เหล็กยึดภายใน วงจรจะเปิดขึ้นและสามารถยกเครื่องขึ้นได้อย่างอิสระด้วยมือ ไม่มีกาวตกค้าง พื้นผิวไม่เสียหาย ไม่ต้องใช้เครื่องมือพิเศษ
ในการผลิตแผ่นคอนกรีตแกนกลวง แม่เหล็กชัตเตอร์ทำหน้าที่เฉพาะหลายประการ:
- การยึดรูปแบบด้านตามยาวที่กำหนดความกว้างของแผ่นพื้นและโปรไฟล์ขอบ
- จับบานประตูหน้าต่างส่วนท้ายไว้ในตำแหน่งเพื่อสร้างความยาวของแผ่นคอนกรีตและสร้างพื้นผิวด้านบน
- การแก้ไขสิ่งก่อสร้างที่ปิดทับตำแหน่งหลักซึ่งจำเป็นต้องมีการเปิดบริการ คอลัมน์ หรือส่วนยึด
- กnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- ทำให้กรงเสริมมีความเสถียรต่อการเคลื่อนตัวระหว่างการสั่นสะเทือนของคอนกรีตความถี่สูง
ความสัมพันธ์ระหว่างการเลือกแม่เหล็กชัตเตอร์และการสั่นสะเทือนของคอนกรีตมีความสำคัญอย่างยิ่ง คอนกรีตแบบสั่นจะออกแรงแบบไดนามิกบนแบบหล่อซึ่งอาจมีน้ำหนักคงที่หลายเท่า แม่เหล็กชัตเตอร์ที่มีแรงยึดคงที่ 1,200 กก. อาจเหมาะสมกับรูปแบบที่มีน้ำหนักเพียง 80 กก. เมื่อความถี่และแอมพลิจูดของการสั่นสะเทือนมีค่าพอประมาณ แต่แม่เหล็กชนิดเดียวกันอาจไม่เพียงพอภายใต้การสั่นสะเทือนภายในที่รุนแรง ผู้ผลิตที่มีชื่อเสียงเผยแพร่ข้อมูลการยึดเกาะที่ทดสอบการสั่นสะเทือนควบคู่ไปกับพิกัดคงที่ และการระบุแรงคงที่เพียงอย่างเดียวถือเป็นข้อผิดพลาดทั่วไปที่นำไปสู่การเคลื่อนตัวของแบบฟอร์มระหว่างการหล่อ
ประเภทของแม่เหล็กและการนำไปใช้งาน
| ประเภทแม่เหล็ก | แรงยึดแบบทั่วไป | การใช้งานหลักในการผลิตแผ่นคอนกรีต | ข้อได้เปรียบที่สำคัญ |
|---|---|---|---|
| แม่เหล็กกล่องมาตรฐาน | 600–1,200 กก | รูปแบบด้านข้าง, จุดสิ้นสุด | ราคาประหยัด มีจำหน่ายอย่างแพร่หลาย |
| แม่เหล็กกล่องสำหรับงานหนัก | 1,500–2,100 กก | ขอบเหล็กหนา บล็อคเอาท์ขนาดใหญ่ | ต้านทานแรงสั่นสะเทือนสูง |
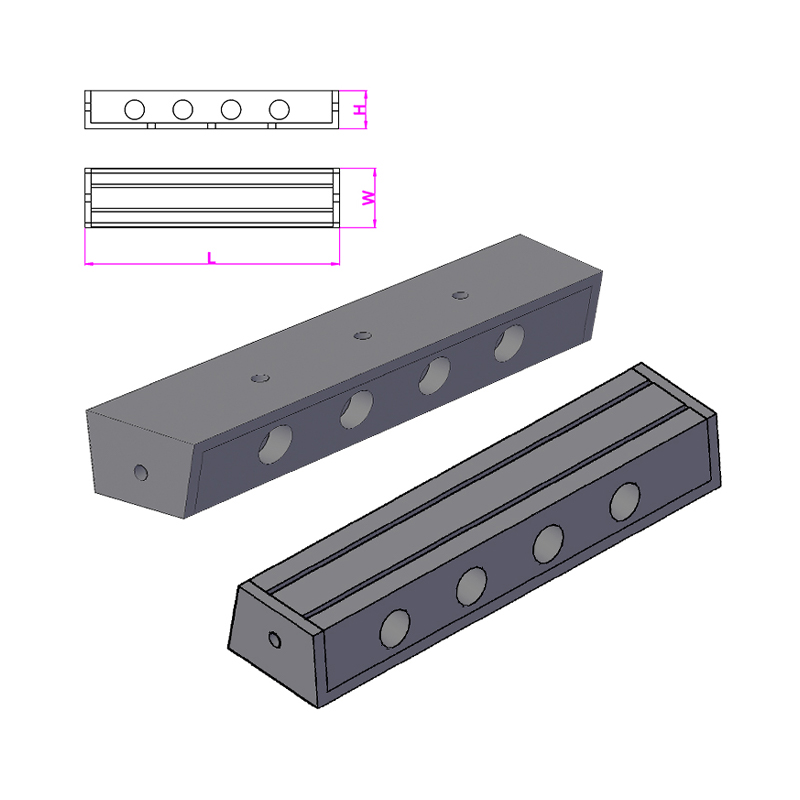
| ใส่แม่เหล็ก (แบน) | 150–400 กก | กnchor channels, lifting sockets | รูปทรงต่ำ พอดีกับส่วนแทรก |
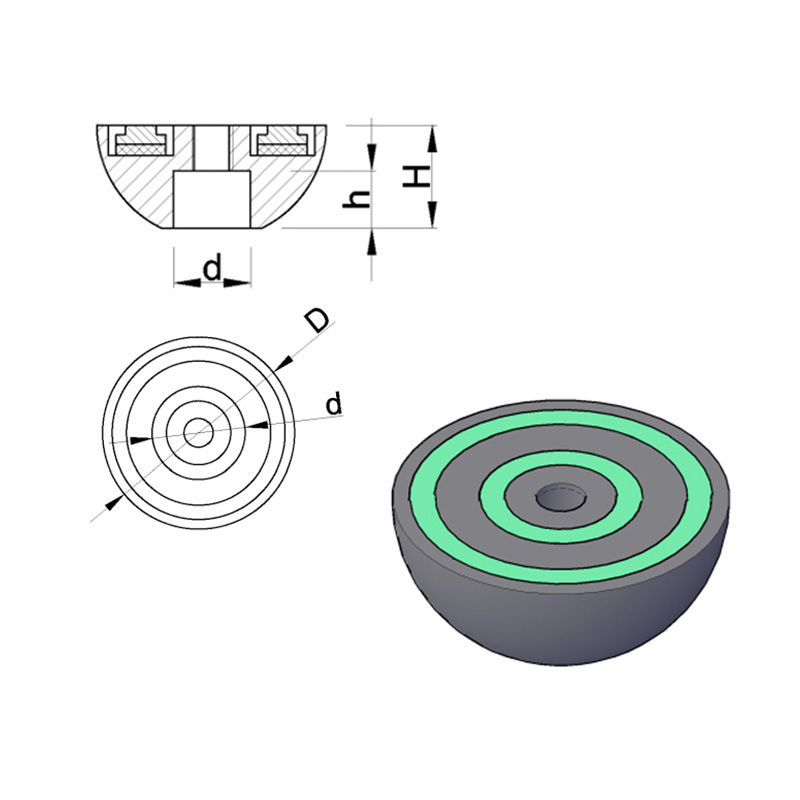
| ที่ยึดลบมุมแม่เหล็ก | ไม่มี (ตำแหน่ง) | แถบลบมุมขอบบนแผ่นพื้น | รายละเอียดขอบที่สม่ำเสมอ |
| มุมมุมแม่เหล็ก | ตัวแปร | ทางแยก 90°, มุมบล็อคเอาท์ | ขจัดการรั่วซึมของยาแนวตามมุม |
สมรรถนะเชิงโครงสร้างของแผ่นคอนกรีตแกนกลวง
พฤติกรรมเชิงโครงสร้างของแผ่นพื้นคอนกรีตแกนกลวงจะขึ้นอยู่กับระดับแรงอัด เกรดคอนกรีต รูปทรงของแกน และอัตราส่วนช่วงต่อความลึก หน่วยแกนกลวงมาตรฐานผลิตขึ้นในระดับความลึกตั้งแต่ 150 มม. ถึง 500 มม โดยมีความกว้างโดยทั่วไป 1,200 มม. ในทางปฏิบัติ ระยะ 6 ม. ถึง 18 ม. เป็นเรื่องปกติ โดยยูนิตลึกที่ได้รับการออกแบบมาอย่างดีจะมีความยาวได้ถึง 20 ม. หรือสูงกว่านั้นภายใต้สภาวะการรับน้ำหนักที่ควบคุม
การอัดแรงถูกนำมาใช้ผ่านเส้นเหล็กที่มีความแข็งแรงสูงที่ได้รับแรงดึงล่วงหน้า — โดยทั่วไปจะมีกำลังครากอยู่ที่ 1,570 MPa หรือ 1,860 MPa — โดยยึดไว้กับเดือยฐานหล่อก่อนจะวางคอนกรีต หลังจากที่คอนกรีตถึงค่ากำลังการถ่ายเทที่ต้องการ (โดยทั่วไปคือ 25–30 MPa ลูกบาศก์) เกลียวจะถูกตัดหรือปล่อยออก และแรงอัดจะถูกถ่ายโอนไปยังส่วนคอนกรีตด้วยพันธะ สิ่งนี้ทำให้เกิดเอฟเฟกต์โค้งงอ (โค้งขึ้น) ซึ่งจะชดเชยการโก่งตัวบางส่วนภายใต้ภาระการบริการ
ประสิทธิภาพการรับน้ำหนักโดยทั่วไป
| ความลึกของพื้น (มม.) | ระยะ 6 เมตร (kN/m²) | ระยะ 9 ม. (kN/m²) | ระยะ 12 ม. (kN/m²) | ระยะ 15 ม. (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
ตัวเลขเหล่านี้แสดงให้เห็นว่าเหตุใดแผ่นพื้นแกนกลวงจึงถูกกำหนดไว้สำหรับช่วงระยะกลางถึงยาวในอาคารสำนักงานและที่จอดรถ โดยที่การรับน้ำหนัก 2.5–5.0 กิโลนิวตัน/ตร.ม. ถือเป็นมาตรฐาน และช่วง 9–14 ม. นั้นมีความน่าสนใจในเชิงเศรษฐกิจ เครื่องอัดแรงขจัดความจำเป็นในการใช้คานเหล็กรองในหลายกรณี ซึ่งช่วยลดความลึกของโครงสร้างของโซนพื้นและประหยัดความสูงได้อย่างมาก ซึ่งมักจะอยู่ที่ 300–500 มม. ต่อชั้น ตลอดอายุของโครงการที่มีหลายชั้น
ทนไฟ
แผ่นพื้นคอนกรีตแกนกลวงมีความต้านทานไฟโดยธรรมชาติผ่านมวลความร้อนของคอนกรีตและความลึกของวัสดุคลุมถึงเส้นอัดแรง โดยทั่วไปแล้ว แผ่นคอนกรีตขนาด 200 มม. ที่มีฝาปิด 35 มม. ถึงจุดศูนย์กลางเกลียวจะบรรลุผลสำเร็จ เร 120 (การทนไฟของโครงสร้างนาน 2 ชั่วโมง) ภายใต้การสัมผัสไฟมาตรฐาน หน่วยที่ลึกกว่าและมีฝาปิดที่ใหญ่กว่าสามารถบรรลุ REI 180 หรือ REI 240 ได้ทันที ซึ่งตอบสนองความต้องการด้านการเข้าพักที่มีความต้องการมากที่สุดโดยไม่มีการป้องกันอัคคีภัยเพิ่มเติม นี่เป็นข้อได้เปรียบที่สำคัญเหนือทางเลือกอื่นที่เป็นเหล็กหรือไม้ ซึ่งต้องใช้การเคลือบแบบเรืองแสง ระบบสปริงเกอร์ หรือการหุ้มเพื่อให้ได้พิกัดที่เท่ากัน
ระบบแบบหล่อและการยึดแม่เหล็กในโรงงานพรีคาสท์
คุณภาพของแผ่นคอนกรีตแกนกลวงไม่สามารถแยกออกจากคุณภาพของระบบแบบหล่อที่ใช้ในการผลิตได้ ไม่ว่าโรงงานจะใช้ระบบพาเลทแบบอยู่กับที่ ม้าหมุนแบบหมุน หรือเตียงหล่อแบบเส้นยาว ความแม่นยำในการติดตั้งและยึดแบบหล่อจะกำหนดความแม่นยำของมิติ ผิวสำเร็จ และความสม่ำเสมอขององค์ประกอบที่เสร็จสมบูรณ์
ระบบหมุนพาเลท
ในระบบหมุนพาเลทที่ทันสมัย พาเลทเหล็กจะเคลื่อนผ่านสถานีตามลำดับที่ตายตัว ได้แก่ การทำความสะอาด การตั้งแม่พิมพ์ การเสริมแรง การหล่อคอนกรีต การสั่นสะเทือน การบ่ม การรื้อถอน และการขนส่งชิ้นส่วน โดยปกติแล้ววงจรทั้งหมดจะใช้เวลามากกว่า 24 ชั่วโมง โดยมีพาเลทหลายพาเลทหมุนเวียนพร้อมกัน ที่สถานีตั้งแม่พิมพ์ ผู้ปฏิบัติงานวางตำแหน่งแบบฟอร์มด้านข้างและเม็ดมีดโดยใช้ แม่เหล็กชัตเตอร์ ตามเค้าโครงที่สร้างโดย CNC หรือแบบวาดสำหรับแต่ละองค์ประกอบ เนื่องจากพื้นผิวพาเลทเป็นแผ่นเหล็กกราวด์ที่มีความแม่นยำ แม่เหล็กจึงมีแรงสัมผัสและแรงยึดที่สม่ำเสมอทั่วทั้งพื้นที่
ประสิทธิภาพที่เพิ่มขึ้นจากการยึดแบบหล่อแม่เหล็กในระบบแบบหมุนนั้นมีความสำคัญมาก การศึกษาจากผู้ผลิตชิ้นส่วนสำเร็จรูปในยุโรปรายงานอย่างสม่ำเสมอ ลดเวลาการตั้งค่าแม่พิมพ์ลง 30–50% เมื่อเปรียบเทียบกับระบบพุกแบบสลักเกลียวหรือแบบเชื่อม ในโรงงานที่ผลิตพาเลท 80–120 พาเลทต่อวัน สิ่งนี้แปลงเป็นชั่วโมงแรงงานที่ประหยัดได้ต่อกะ และการลดต้นทุนการผลิตที่วัดได้ต่อตารางเมตรของแผ่นพื้น
เตียงหล่อแบบเส้นยาวสำหรับแกนกลวงอัดขึ้นรูป
ในการอัดรีดแบบเส้นยาว ฟังก์ชั่นการหล่อขึ้นรูปหลักจะถูกเติมเต็มโดยตัวฐานการหล่อเอง — เหล็กเรียบเรียบหรือพื้นผิวเคลือบโพลีเมอร์ซึ่งเครื่องอัดรีดจะเคลื่อนที่ไปตามนั้น อย่างไรก็ตาม มีการใช้แม่เหล็กชัตเตอร์และระบบจุดยึดแม่เหล็กที่เกี่ยวข้องเพื่อยึด:
- ตัวเบี่ยงและตัวเบี่ยงเกลียวที่กำหนดแนววิถีรับแรงอัด
- รางกั้นข้างตามยาวที่กำหนดความกว้างของแผ่นคอนกรีตก่อนที่เครื่องอัดรีดจะเริ่มต้น
- อดีตการปิดล้อมหลักที่สร้างช่องสำหรับการเจาะบริการในตำแหน่งที่ระบุ
- เสริมเหล็กเส้นหรือตาข่ายเพิ่มลงบนพื้นผิวคอนกรีตเปียกสำหรับการเชื่อมต่อท็อปปิ้งแบบคอมโพสิต
ลักษณะการยึดด้วยแม่เหล็กแบบไม่รุกรานนั้นมีประโยชน์อย่างยิ่งบนเตียงแบบยาว ซึ่งพื้นผิวจะต้องไม่เสียหายตลอดวงจรการผลิตหลายพันรอบ การให้คะแนนพื้นผิวหรือหลุมใดๆ ที่เกิดจากการเจาะหรือการเชื่อมจะกลายเป็นสาเหตุของการรั่วไหลของยาแนวและการเกาะติด เพิ่มแรงในการถอดออกและข้อบกพร่องที่พื้นผิวบนแผ่นพื้นสำเร็จรูป
การเลือกแม่เหล็กชัตเตอร์ที่เหมาะสม
การเลือกแม่เหล็กชัตเตอร์ที่ถูกต้องสำหรับการผลิตแผ่นพื้นแกนกลวงโดยเฉพาะนั้น จำเป็นต้องพิจารณาปัจจัยหลายประการ นอกเหนือจากการจับคู่แรงยึดเพื่อสร้างน้ำหนัก:
- ความหนาของพาเลทหรือโต๊ะ: แม่เหล็กได้รับการออกแบบมาให้ทำงานกับเหล็กที่มีความหนาเฉพาะ (โดยทั่วไปคือ 10–25 มม.) บางเกินไปและวงจรแม่เหล็กไม่สมบูรณ์ หนาเกินไปและแรงยึดลดลงอย่างมาก
- วิธีการสั่นสะเทือนของคอนกรีต: เครื่องสั่นแบบตั้งโต๊ะภายนอกสร้างแรงไดนามิกที่สูงกว่าเครื่องสั่นแบบเข็มภายใน แม่เหล็กในระบบที่มีการสั่นสะเทือนภายนอกจำเป็นต้องมีแรงยึดที่สูงกว่า ซึ่งมักจะเป็น 1.5 ถึง 2 เท่าของข้อกำหนดที่คำนวณแบบคงที่
- แรงดันน้ำจืดและหัวคอนกรีต: ในชิ้นงานที่สูงหรือการวางคอนกรีตอย่างรวดเร็ว แรงดันไฮดรอลิกต่อรูปทรงอาจเกินการคำนวณน้ำหนักแบบธรรมดาได้ แม่เหล็กจะต้องต้านทานทั้งแรงยกในแนวตั้งและแรงกดด้านข้าง
- วัสดุรูปแบบและรูปทรง: รูปแบบเหล็กจะถ่ายโอนแรงแม่เหล็กโดยตรง รูปแบบอลูมิเนียมหรือพลาสติกต้องใช้แผ่นฐานเหล็กเพื่อทำหน้าที่เป็นตัวกลางระหว่างแม่เหล็กและวัสดุรูปแบบที่ไม่ใช่เฟอร์โรแมกเนติก
- สภาพแวดล้อมการทำงาน: โรงงานที่มีเครนเหนือศีรษะ มอเตอร์ไฟฟ้า หรือแหล่งกำเนิดแม่เหล็กไฟฟ้าอื่นๆ อาจต้องใช้แม่เหล็กที่มีตัวเรือนหุ้มฉนวนเพื่อป้องกันการหยุดทำงานหรือการแทรกแซงโดยไม่ได้ตั้งใจ
ผู้ผลิตชั้นนำ — รวมถึง Ratec, Halfen, Sommer และอื่นๆ — ให้การสนับสนุนทางวิศวกรรมสำหรับการเลือกแม่เหล็ก และเผยแพร่เอกสารข้อมูลทางเทคนิคโดยละเอียดพร้อมแรงยึดคงที่ แรงที่ทดสอบการสั่นสะเทือน ช่วงอุณหภูมิในการทำงาน และอายุการใช้งานของวงจร (โดยทั่วไปได้รับการจัดอันดับสำหรับ 500,000 ถึง 1,000,000 รอบการเปิดใช้งาน ก่อนที่ส่วนประกอบภายในจะต้องมีการตรวจสอบ)
การขนส่ง การจัดการ และการติดตั้งแผ่นพื้นแกนกลวง
เมื่อหล่อ บ่ม และเลื่อยให้ยาวแล้ว แผ่นพื้นคอนกรีตแกนกลวงจะต้องถูกยก ขนย้าย และติดตั้งด้วยความระมัดระวัง ส่วนที่ได้รับแรงอัดแรงได้รับการปรับให้เหมาะสมสำหรับการโค้งงอเชิงบวกในทิศทางที่ทอด การจัดการที่ไม่ถูกต้องซึ่งทำให้เกิดการโค้งงอในเชิงลบหรือการโหลดตามขวางอาจทำให้เกิดการแตกร้าวที่ผิวหน้าที่ถูกบีบอัดล่วงหน้า (แผ่นฝ้า) ซึ่งเป็นความเสียหายที่ตรวจพบได้ยากและอาจส่งผลต่อประสิทธิภาพของโครงสร้าง
ข้อกำหนดในการยกและการขนส่ง
แผ่นพื้นแกนกลวงควรถูกยกขึ้นโดยใช้แคลมป์ที่ออกแบบโดยเฉพาะ หรือการจัดเตรียมคานและสเปรดเดอร์ที่รับน้ำหนักที่จุดภายในโซนยกที่ออกแบบ โดยทั่วไปจะไม่เกิน L/5 จากปลายแต่ละด้าน โดยที่ L คือความยาวของแผ่นพื้น สำหรับแผ่นคอนกรีตที่มีความยาวมากกว่า 10 ม. การยกแบบสามจุดหรือสี่จุดโดยใช้คานกระจายเป็นวิธีปฏิบัติมาตรฐานในการควบคุมโมเมนต์การโค้งงอ
ที่ไซต์งาน แผ่นคอนกรีตจะถูกติดตั้งโดยเครนโดยตรงไปยังคานรองรับ ผนัง หรือคอร์เบล ความยาวของตลับลูกปืนที่ปลายแต่ละด้านจะต้องเป็นไปตามข้อกำหนดขั้นต่ำ — โดยทั่วไป 75 มม. บนฐานเหล็กหรือคอนกรีตสำเร็จรูป และ 100 มม. บนอิฐก่อหรือคอนกรีตในแหล่งกำเนิด — เพื่อให้แน่ใจว่ามีการถ่ายโอนโหลดอย่างเพียงพอและป้องกันการหลุดออกจากกันภายใต้โหลดบริการ แผ่นแบริ่งนีโอพรีนหรือปูนใช้เพื่อกระจายแรงกดสัมผัสและรองรับความคลาดเคลื่อนของมิติ
การอัดฉีดข้อต่อตามยาว
กdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
ความแม่นยำของข้อต่อตามยาวนั้นส่วนหนึ่งขึ้นอยู่กับความแม่นยำของรูปแบบขอบในระหว่างการหล่อ — อีกจุดหนึ่ง แม่เหล็กชัตเตอร์ และอุปกรณ์ยึดแม่เหล็กที่เกี่ยวข้องจะส่งผลโดยตรงต่อคุณภาพของพื้นที่ติดตั้ง แบบฟอร์มที่เคลื่อนที่แม้แต่ 3-5 มม. ระหว่างการหล่อสามารถสร้างรูปทรงข้อต่อที่ยากต่อการยาแนวทั้งหมด ทำให้เกิดช่องว่างที่ลดการถ่ายโอนแรงเฉือนและความต้านทานต่อน้ำ
การเติมคอนกรีตในแหล่งกำเนิด
พื้นแผ่นพื้นแกนกลวงจำนวนมากมีการระบุด้วยการเสริมคอนกรีตในแหล่งกำเนิดที่มีโครงสร้าง โดยทั่วไปมีความหนา 50–75 มม. หล่อบนยูนิตสำเร็จรูปหลังการติดตั้ง ท็อปปิ้งนี้มีจุดประสงค์หลายประการ:
- มันปรับระดับพื้นผิวเพื่อชดเชยมุมโค้งที่แตกต่างกันระหว่างแผ่นพื้นที่อยู่ติดกัน
- สร้างไดอะแฟรมที่แข็งแกร่งโดยการเชื่อมต่อทุกยูนิตเข้ากับแผ่นคอนกรีตเสริมแรงอย่างต่อเนื่อง
- ช่วยให้สามารถบูรณาการการพูดนานน่าเบื่อพื้น ระบบทำความร้อนใต้พื้น หรือบริการต่างๆ ภายในระดับความลึกด้านบน
- เมื่อออกแบบแบบคอมโพสิต จะเพิ่มความลึกของโครงสร้างและความสามารถในการรับน้ำหนักของพื้น
พื้นผิวด้านบนของแผ่นพื้นแกนกลวงที่เกิดจากการอัดขึ้นรูปนั้นจงใจปล่อยให้หยาบ — กระบวนการอัดขึ้นรูปจะทำให้เกิดพื้นผิวลูกฟูกหรือเป็นเส้นที่ให้พันธะทางกลสำหรับการเคลือบหน้า หน่วยหล่อแบบเปียกจำเป็นต้องมีการเตรียมพื้นผิว (โดยทั่วไปคือการยิงระเบิดหรือการทำให้เกิดแผลเป็นเชิงกล) เพื่อให้ได้ความแข็งแรงของพันธะที่เท่ากัน ซึ่งจะเพิ่มขั้นตอนการผลิตและต้นทุนที่เกี่ยวข้อง
ความยั่งยืนและประสิทธิภาพของวัสดุของแผ่นคอนกรีตแกนกลวง
อุตสาหกรรมการก่อสร้างเผชิญกับแรงกดดันที่เพิ่มขึ้นในการลดปริมาณการใช้คาร์บอนและวัสดุที่รวมอยู่ในตัว แผ่นพื้นคอนกรีตแกนกลวงเปรียบเทียบได้ดีกับระบบพื้นทางเลือกในการวัดความยั่งยืนหลายรายการ โดยเฉพาะอย่างยิ่งเมื่อพิจารณาถึงวงจรชีวิตทั้งหมด
ปริมาณคอนกรีตและเหล็กลดลง
การนำคอนกรีตออกจากโซนแกนกลางซึ่งมีส่วนต้านทานการดัดงอเพียงเล็กน้อย จะทำให้การผลิตแกนกลวงใช้ คอนกรีตน้อยลง 30–45% ต่อตารางเมตร กว่าแผ่นพื้นแข็งที่เท่ากันในช่วงและความสามารถในการรับน้ำหนักเท่ากัน การใช้เหล็กอัดแรงแรงสูง (1,860 MPa) แทนการเสริมเหล็กเหนียวทั่วไป (500 MPa) หมายความว่าน้ำหนักรวมของเหล็กต่อหน่วยพื้นที่ก็ลดลงอย่างมากเช่นกัน แผ่นพื้นแกนกลวงอาจใช้เกลียวอัดแรงเพียง 2-4 กก./ตร.ม. เทียบกับเหล็กเสริมแรง 8-15 กก./ตร.ม. ในแผ่นคอนกรีตเสริมเหล็กทั่วไปที่ออกแบบมาเพื่อประสิทธิภาพเดียวกัน
การลดลงของวัสดุนี้จะช่วยลดปริมาณคาร์บอนที่รวมอยู่ในโครงสร้างพื้นโดยตรง ตัวเลขทางอุตสาหกรรมแนะนำว่าแผ่นพื้นแกนกลวงทั่วไปขนาด 265 มม. มีคาร์บอนรวมอยู่ประมาณหนึ่งตัว 100–130 กก. CO₂e/ตร.ม เมื่อเทียบกับ 160–200 กก. CO₂e/m² สำหรับแผ่นพื้นแบนแข็งในแหล่งกำเนิดที่มีความสามารถทางโครงสร้างใกล้เคียงกัน
การผลิตในโรงงานและการลดของเสีย
การผลิตในโรงงานภายใต้สภาวะที่ได้รับการควบคุมจะช่วยลดการสูญเสียวัสดุจากการสั่งซื้อมากเกินไป การรั่วไหล และการทำงานซ้ำ ของเสียคอนกรีตที่โรงงานสำเร็จรูปที่มีการจัดการอย่างดีมักจะอยู่ที่ 1–3% ของปริมาณการผลิต เทียบกับ 5–10% หรือมากกว่าในไซต์งานในแหล่งกำเนิดทั่วไป การใช้แม่เหล็กชัตเตอร์และรูปแบบเหล็กที่นำกลับมาใช้ใหม่ได้ช่วยลดการสิ้นเปลืองแบบหล่อ; รูปแบบเหล็กคุณภาพสูงที่ใช้กับพุกแม่เหล็กสามารถนำกลับมาใช้ซ้ำได้หลายพันรอบการผลิต ในขณะที่แบบหล่อไม้บนไซต์งานในแหล่งกำเนิดมักจะถูกทิ้งหลังจากใช้งานไม่กี่ครั้ง
ข้อพิจารณาการสิ้นสุดของชีวิต
กt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
การใช้งานทั่วไปและตัวอย่างโครงการ
แผ่นพื้นคอนกรีตแกนกลวงมีการระบุประเภทอาคารและการใช้งานโครงสร้างพื้นฐานที่หลากหลาย ความสามารถรอบด้านเกิดจากความลึกที่มีอยู่ที่หลากหลาย ความสามารถในการรองรับการเจาะบริการและการยึดแบบหล่อ (วางตำแหน่งอย่างแม่นยำโดยใช้พุกแบบหล่อแม่เหล็กในระหว่างการผลิต) และความเข้ากันได้กับโครงสร้างรองรับที่หลากหลาย
อาคารพักอาศัยหลายชั้น
ในการก่อสร้างที่อยู่อาศัย แผ่นพื้นแกนกลวงขนาด 200–265 มม. ซึ่งทอดยาว 5–9 ม. ระหว่างผนังหรือคานรับน้ำหนักเป็นข้อกำหนดมาตรฐานทั่วทั้งเนเธอร์แลนด์ สแกนดิเนเวีย ยุโรปกลาง และสหราชอาณาจักร บล็อกอพาร์ทเมนต์ 15 ชั้นที่ใช้พื้นแกนกลวงสำเร็จรูปสามารถกันน้ำได้ภายใน 8-12 สัปดาห์จากชั้นล่าง เทียบกับ 20-30 สัปดาห์สำหรับโครงสร้างคอนกรีตในแหล่งกำเนิดที่เทียบเท่ากัน แผนผังชั้นปกติของอาคารที่พักอาศัยเหมาะสมกับความกว้างสม่ำเสมอและช่วงช่วงมาตรฐานของยูนิตแกนกลวงเป็นอย่างดี
อาคารสำนักงานพาณิชย์
อาคารสำนักงานต้องการช่วงที่ยาวขึ้นสำหรับความยืดหยุ่นแบบเปิดโล่ง โดยทั่วไปจะมีความยาว 9–14 ม. แผ่นพื้นแกนกลวงลึก (320–400 มม.) ที่มีระดับแรงอัดสูงได้รับการออกแบบให้รับน้ำหนักที่กำหนด 3.5–5.0 kN/m² ตลอดช่วงเหล่านี้โดยไม่มีคานรอง พื้นผิวเปลือยของแผ่นพื้นแกนกลวง — โดยเนื้อแท้จะเรียบและเรียบจากกระบวนการอัดขึ้นรูปหรือหล่อแบบเปียก — มองเห็นได้ชัดเจนมากขึ้นเป็นคุณลักษณะการออกแบบ หลีกเลี่ยงต้นทุนของเพดานแบบแขวน และได้รับประโยชน์จากมวลความร้อนที่ลดภาระการทำความเย็นสูงสุดลง 15–25% ในอาคารที่มีการระบายอากาศตามธรรมชาติหรือโหมดผสมที่ได้รับการออกแบบมาอย่างดี
ที่จอดรถ
ที่จอดรถหลายชั้นเป็นหนึ่งในสภาพแวดล้อมที่มีความต้องการมากที่สุดสำหรับคอนกรีตสำเร็จรูป: โดยทั่วไปจะมีช่วงกว้าง 15–18 ม. น้ำหนักบรรทุกที่เข้มข้นอาจสูงถึง 30–60 กิโลนิวตันต่อเพลา และโครงสร้างต้องเผชิญกับเกลือละลายน้ำแข็ง วงจรการแช่แข็งและละลายน้ำแข็ง และความชื้น โดยทั่วไปแล้วแผ่นพื้นแกนกลวงในการใช้งานที่จอดรถ ลึก 400–500 มม ผลิตด้วยเกรดคอนกรีตสูง (C50/60 หรือสูงกว่า) และอัตราส่วนน้ำต่อซีเมนต์ต่ำเพื่อเพิ่มความทนทานสูงสุด แผ่นใยบางระหว่างแกนจำเป็นต้องมีการออกแบบผสมคอนกรีตอย่างระมัดระวัง — ขนาดรวมสูงสุดต่ำ, ความสามารถในการทำงานที่เพียงพอ — และการบดอัดที่แม่นยำ ซึ่งได้รับการอำนวยความสะดวกโดยสภาพแวดล้อมการผลิตที่ได้รับการควบคุมและระบบการควบคุมคุณภาพของโรงงานสำเร็จรูป
อาคารอุตสาหกรรมและคลังสินค้า
คลังสินค้า ศูนย์กระจายสินค้า และโรงงานผลิตใช้แผ่นพื้นกลวงในชั้นลอย ท่าเรือบรรทุกสินค้าแบบยกระดับ และพื้นรองรับพื้นบนเสาเข็ม ในการใช้งานเหล่านี้ ความสามารถในการติดตั้งซ็อกเก็ตยกแบบหล่อในตัว ช่องพุกสำหรับระบบชั้นวาง และท่อร้อยสายไฟฟ้า ซึ่งทั้งหมดอยู่ในตำแหน่งโดยใช้พุกแบบหล่อแม่เหล็กในระหว่างการผลิตในโรงงาน ช่วยลดต้นทุนการซ่อมที่ไซต์งานและความเสี่ยงของโปรแกรมได้อย่างมาก
การควบคุมคุณภาพและมาตรฐานสำหรับแผ่นพื้นคอนกรีตแกนกลวง
แผ่นพื้นคอนกรีตแกนกลวงที่ผลิตในยุโรปจะต้องปฏิบัติตาม EN 1168:2005 A3:2011 — มาตรฐานผลิตภัณฑ์ที่สอดคล้องกันสำหรับแผ่นคอนกรีตแกนกลวงคอนกรีตสำเร็จรูป มาตรฐานนี้ระบุข้อกำหนดด้านประสิทธิภาพสำหรับการต้านทานโครงสร้าง การทนไฟ สารอันตราย ความคลาดเคลื่อนของขนาด และประสิทธิภาพเสียง รวมถึงข้อกำหนดสำหรับการควบคุมการผลิตในโรงงาน การทดสอบ และเครื่องหมาย CE
ความคลาดเคลื่อนมิติที่สำคัญภายใต้ EN 1168 ประกอบด้วย:
- ความยาว: ±20 มม. สำหรับแผ่นพื้นสูงถึง 6 ม. ±0.3% ของความยาวสำหรับแผ่นพื้นมากกว่า 6 ม
- ความกว้าง: ±5 มม
- ความลึก: ±5 มม
- ความตรง: ≤L/600 สูงสุด 20 มม
- ความเหลี่ยมของปลาย: ≤10 มม
- แคมเบอร์: 15/−5 มม. สำหรับแผ่นพื้นสูงถึง 12 ม
กchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
นอกเหนือจากความคลาดเคลื่อนของมิติแล้ว EN 1168 และมาตรฐานการออกแบบ Eurocode ที่รองรับ (EN 1992-1-1, EN 1992-1-2) จำเป็นต้องมีการตรวจสอบโครงสร้างโดยละเอียด ซึ่งครอบคลุมถึงการดัดงอ แรงเฉือน การเจาะ การยึดส่วนปลาย และการทนไฟ กระบวนการออกแบบสำหรับพื้นแกนกลวงเกี่ยวข้องกับการกำหนดช่วงสูงสุดสำหรับน้ำหนักที่ต้องการ การเลือกความลึกของแผ่นพื้นและการจัดเรียงเกลียวที่เหมาะสมจากโต๊ะรับน้ำหนักของผู้ผลิต การตรวจสอบความยาวของตลับลูกปืน การตรวจสอบการทำงานของไดอะแฟรมของพื้นยาแนว และประสานงานการเจาะบริการกับวิศวกรโครงสร้าง
การเปรียบเทียบแผ่นพื้นแกนกลวงกับระบบพื้นทางเลือก
การเลือกระหว่างแผ่นคอนกรีตแกนกลวงและระบบพื้นที่แข่งขันกันนั้นจำเป็นต้องชั่งน้ำหนักประสิทธิภาพของโครงสร้าง ความเร็วของโปรแกรม ต้นทุน ความยั่งยืน และข้อจำกัดของสถานที่ ไม่มีระบบใดที่จะชนะในทุกเกณฑ์ แต่แผ่นพื้นแกนกลวงมีข้อได้เปรียบที่ชัดเจนในสถานการณ์เฉพาะ
| เกณฑ์ | แผ่นพื้นแกนกลวง | แผ่นพื้นเรียบในแหล่งกำเนิด | ดาดฟ้าเหล็กคอมโพสิต | แผ่นคอนกรีตสำเร็จรูปที่เป็นของแข็ง |
|---|---|---|---|---|
| ช่วงช่วงทั่วไป | 6–20 ม | 5–12 ม | คาน 3–9 ม. (ดาดฟ้า) | 3–7 ม |
| น้ำหนัก (ตัวเอง) | ต่ำ-ปานกลาง | สูง | ต่ำ-ปานกลาง | สูง |
| ความเร็วในการติดตั้ง | รวดเร็วมาก | ช้า (แบบหล่อ, บ่ม) | รวดเร็ว | รวดเร็ว |
| ทนไฟ (ไม่มีการป้องกันเพิ่มเติม) | เรอิ 60–240 | เรอิ 60–180 | โดยทั่วไป REI 30–60 | เรอิ 60–180 |
| ประสิทธิภาพของวัสดุ | สูง | ต่ำ | ปานกลาง | ต่ำ |
| กcoustic performance | ดี (มีการพูดนานน่าเบื่อ) | ดี | ยุติธรรม (ต้องได้รับการรักษา) | ดี |
| บูรณาการบริการ | ปานกลาง (cores usable) | สูง (flexible) | สูง | ต่ำ |
แกนมีข้อได้เปรียบที่เป็นประโยชน์สำหรับการบริการอาคาร: ในการออกแบบบางแนวทาง ช่องว่างตามยาวถูกใช้เป็นท่ออากาศเพื่อให้ความร้อน ความเย็น หรือการระบายอากาศ โดยส่งอากาศปรับอากาศผ่านแผ่นคอนกรีตเพื่อรองรับพื้นที่ว่าง และใช้มวลความร้อนของคอนกรีตในการแบ่งเบาบรรเทา แนวทางระบบอาคารที่กระตุ้นด้วยความร้อน (TABS) นี้ได้ถูกนำไปใช้ในโครงการสำนักงานหลายแห่งในยุโรปกลาง โดยมีการลดความต้องการการทำความเย็นสูงสุดที่วัดได้สูงสุดถึง 30–40% เมื่อเทียบกับระบบด้านอากาศแบบเดิม
ข้อควรพิจารณาในทางปฏิบัติสำหรับผู้ระบุและผู้รับเหมา
การระบุหรือการจัดหาแผ่นพื้นคอนกรีตแกนกลวงจำเป็นต้องมีส่วนร่วมกับผู้ผลิตตั้งแต่เนิ่นๆ ในกระบวนการออกแบบ ซึ่งแตกต่างจากคอนกรีตในแหล่งกำเนิดซึ่งสามารถปรับเปลี่ยนได้ที่ไซต์งาน แผ่นพื้นแกนกลวงได้รับการแก้ไขในมิติในโรงงาน การเปลี่ยนแปลงหลังการผลิต เช่น การตัดออก การยึดเพิ่มเติม การปรับเปลี่ยนการเสริมแรง เป็นไปได้ในทางเทคนิค แต่มีค่าใช้จ่ายสูงและใช้เวลานาน การได้รับกระแสข้อมูลที่ถูกต้องในขั้นตอนการออกแบบถือเป็นสิ่งสำคัญ
ข้อมูลที่จำเป็นในขั้นตอนการออกแบบ
- น้ำหนักบรรทุกตามโครงสร้าง: น้ำหนักในตัว, ส่วนที่ทับซ้อนกัน (รำพัน, ฉากกั้น, งานตกแต่ง), ที่กำหนด (ประเภทการเข้าใช้) และน้ำหนักที่กระจุกตัวจากโรงงาน การจัดเก็บ หรือส่วนยึดหุ้มหุ้ม
- ช่วงที่ชัดเจนและสภาพตลับลูกปืนในแต่ละส่วนรองรับ รวมถึงส่วนรองรับที่ไม่ขนานหรือรูปทรงที่บิดเบี้ยว
- ระดับการทนไฟที่จำเป็นสำหรับโซนพื้น
- ตำแหน่ง ขนาด และกรอบของการเจาะบริการทั้งหมด รวมถึงปลอก MEP ท่อระบายน้ำ เสาโครงสร้างที่ทะลุพื้น และช่องเปิดของเพลาลิฟต์
- ต้องใช้การยึดแบบหล่อ: ช่องพุก เต้ารับยก สลักเกลียว โครงท่อร้อยสาย ซึ่งทั้งหมดนี้ติดตั้งโดยใช้พุกแบบหล่อแม่เหล็กและการหล่อในระหว่างการผลิตในโรงงาน
- กcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- ขีดจำกัดการโก่งตัวและความคาดหวังของแคมเบอร์ โดยเฉพาะอย่างยิ่งเมื่อพื้นผิวที่เปราะ (กระเบื้อง หินขัด) จะถูกนำไปใช้กับพื้นผิวแผ่นคอนกรีตโดยตรง
ประสานงานไซต์สำหรับการติดตั้ง
ที่ไซต์งาน การติดตั้งแผ่นพื้นแกนกลวงต้องอาศัยการประสานกันของความสามารถของเครน เส้นทางการเข้าถึง การค้ำยันชั่วคราว (หากจำเป็นโดยการออกแบบโครงสร้าง) และลำดับของการอัดฉีด การเทราดหน้า และรายละเอียดการเชื่อมต่อทางโครงสร้าง ความสามารถของเครนมักเป็นข้อจำกัดที่สำคัญ : แผ่นพื้นแกนกลวงขนาด 400 มม. ยาว 12 ม. กว้าง 1.2 ม. หนักประมาณ 5,000–5,500 กก. ในพื้นที่เขตเมืองที่มีข้อจำกัดซึ่งเครนยื่นออกไปได้ลดความสามารถในการยก การดำเนินการนี้อาจจำเป็นต้องลดความยาวของแผ่นพื้นหรือระบุหน่วยที่เบากว่า ซึ่งเป็นการตัดสินใจที่เรียงตามลำดับกลับไปยังช่วง ช่วง น้ำหนักบรรทุก และการออกแบบโครงสร้างรองรับ
การยาแนวรอยต่อควรเป็นไปตามข้อกำหนดของผู้ผลิตอย่างเคร่งครัด การใช้ยาแนวที่เปียกเกินไปจะทำให้ข้อต่อมีรูพรุนและอ่อนแอซึ่งมีแนวโน้มที่จะแตกร้าว แห้งเกินไปและอาจเติมเต็มส่วนข้อต่อเรียวได้ไม่หมดทำให้เกิดช่องว่าง การยาแนวรอยต่อบนพื้นขนาดใหญ่ควรได้รับการวางแผนให้เป็นการปฏิบัติงานต่อเนื่อง โดยมีบุคลากรเพียงพอและความสามารถในการผสมเพื่อหลีกเลี่ยงการต่อรอยต่อเย็นภายในการต่อประสานครั้งเดียว
การตรวจสอบหลังการติดตั้ง
กfter installation and grouting, the completed hollow core floor should be inspected for:
- แคมเบอร์ดิฟเฟอเรนเชียลระหว่างยูนิตที่อยู่ติดกัน — ยอมรับได้ภายใน ±5 มม. โดยไม่ต้องเสริม หากมากกว่านี้ อาจจำเป็นต้องมีความลึกของการพูดนานน่าเบื่อเพิ่มเติมเพื่อให้ได้พื้นผิวที่ได้ระดับ
- ความสมบูรณ์ของยาแนวในข้อต่อตามยาวและตามขวางทั้งหมด
- ความเพียงพอของลูกปืนท้ายที่รองรับทั้งหมด
- สภาพของเม็ดมีดหล่อ — ควรรายงานและแก้ไขเม็ดมีดที่เสียหายหรือวางผิดตำแหน่งก่อนที่จะเติมหรือตกแต่งขั้นสุดท้าย
- กbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
นวัตกรรมในเทคโนโลยีแผ่นพื้นแกนกลวงและระบบหล่อแบบแม่เหล็ก
อุตสาหกรรมคอนกรีตสำเร็จรูปยังคงพัฒนาทั้งผลิตภัณฑ์แผ่นพื้นแกนกลวงและระบบการผลิตที่ใช้ในการผลิต การพัฒนาเชิงรุกในหลายด้านเป็นสิ่งที่น่าสังเกตสำหรับผู้ที่ตัดสินใจลงทุนโครงสร้างพื้นฐานในระยะยาว
คอนกรีตสมรรถนะสูงพิเศษในการผลิตแกนกลวง
การวิจัยเกี่ยวกับคอนกรีตสมรรถนะสูงพิเศษ (UHPC) สำหรับการใช้งานแกนกลวงกำลังดำเนินอยู่ในโครงการวิจัยหลายโครงการในยุโรปและเอเชีย UHPC ผสมกับกำลังรับแรงอัด 150–200 MPa ช่วยลดความหนาของรางลงอีก ลดน้ำหนักในตัวเองในขณะที่ยังคงความสามารถในการรับแรงเฉือนได้ ความท้าทายในการผลิตคือ UHPC เข้ากันไม่ได้กับอุปกรณ์การอัดขึ้นรูปมาตรฐาน — การเสริมเส้นใยและความหนืดผสมต้องใช้วิธีการหล่อแบบดัดแปลง — และบทบาทของ แม่เหล็กชัตเตอร์ and precision magnetic formwork systems ในการวางตำแหน่งแม่พิมพ์ที่บางลงและมีความแม่นยำสูงยิ่งขึ้นจะยิ่งมีความสำคัญมากยิ่งขึ้น
กutomation and Robotics in Formwork Setting
ขณะนี้ผู้ผลิตอุปกรณ์สำเร็จรูปหลายรายนำเสนอระบบการตั้งค่าแบบหล่อด้วยหุ่นยนต์ที่อ่านโครงร่างองค์ประกอบจากแบบจำลอง BIM และจัดตำแหน่งแบบฟอร์มด้านข้าง ตัวหยุดส่วนท้าย และส่วนแทรกบนพื้นผิวพาเลทโดยอัตโนมัติ โดยทั่วไประบบเหล่านี้จะใช้หุ่นยนต์โครงสำหรับตั้งสิ่งของพร้อมระบบวิชันซิสเต็มในการหยิบและวางส่วนประกอบแบบหล่อโดยใช้ แม่เหล็กชัตเตอร์ เป็นกลไกการยึดขั้นสุดท้าย หุ่นยนต์จะวางตำแหน่งแบบฟอร์ม และจุดยึดแม่เหล็กจะถูกเปิดใช้งานเพื่อล็อคแบบฟอร์มให้เข้าที่ ผู้ใช้ระบบเหล่านี้ในช่วงแรกๆ รายงานความแม่นยำในการตั้งค่าแม่พิมพ์ที่ ±1–2 มม. และรอบเวลาต่ำกว่าการตั้งค่าด้วยตนเองอย่างมาก โดยมีคุณภาพสม่ำเสมอและลดความเหนื่อยล้าของผู้ปฏิบัติงาน
การบูรณาการทางดิจิทัลและการผลิตอัจฉริยะ
โรงงานสำเร็จรูปสมัยใหม่กำลังบูรณาการเทคโนโลยีแฝดดิจิทัลมากขึ้น ซึ่งเป็นแบบจำลองเสมือนจริงแบบเรียลไทม์ของพื้นที่การผลิต เข้ากับระบบควบคุมคุณภาพ การจัดการสินค้าคงคลัง และลอจิสติกส์ แต่ละองค์ประกอบจะได้รับการกำหนดรหัส QR หรือแท็ก RFID ที่ไม่ซ้ำกันที่จุดการผลิต โดยเชื่อมโยงบันทึกดิจิทัลกับชุดเฉพาะของคอนกรีต ล็อตเกลียว ตำแหน่งเม็ดมีดที่ยึดด้วยแม่เหล็ก และผลการตรวจสอบขนาด การตรวจสอบย้อนกลับนี้เป็นที่ต้องการมากขึ้นโดยผู้รับเหมาหลักและลูกค้าในโครงการที่ซับซ้อน ซึ่งจำเป็นต้องมีความรับผิดชอบทางโครงสร้างตลอดอายุการใช้งานการออกแบบ 50-100 ปีของอาคาร
ความแม่นยำของการยึดแบบหล่อแม่เหล็ก — รวมกับการตรวจสอบคุณภาพของชิ้นส่วนที่เสร็จแล้วด้วยการสแกนด้วยเลเซอร์ก่อนจัดส่ง — เป็นส่วนหนึ่งของห่วงโซ่คุณภาพดิจิทัลนี้ แผ่นพื้นที่ผ่านการตรวจสอบมิติทั้งหมด บันทึกความแข็งแรงของคอนกรีต และการตรวจสอบด้วยภาพจะถูกส่งไปพร้อมกับบันทึกการผลิตเต็มรูปแบบที่สามารถเข้าถึงได้ด้วยการสแกน QR ในสถานที่ ช่วยให้วิศวกรโครงสร้างหรือเจ้าของอาคารสามารถตรวจสอบการปฏิบัติตามข้อกำหนดโดยไม่ต้องอาศัยใบรับรองกระดาษเพียงอย่างเดียว








